

2022-11-06 09:54:34
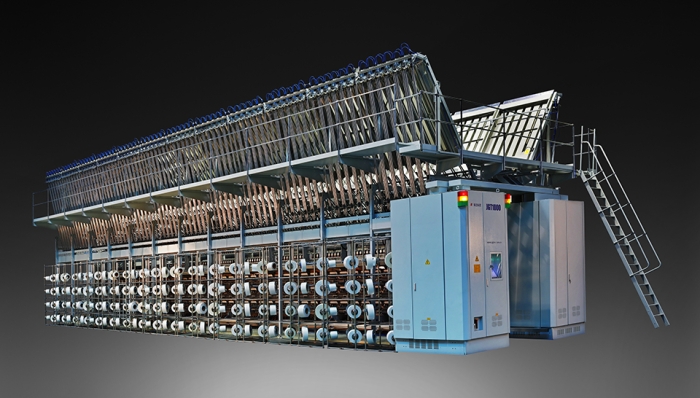
梳棉重量是實現梳理技術優勢的基礎和關鍵因素,也是實現梳理技術優勢的難點。花式捻線機紡制花式線的捻線機。 傳統的花式捻線機屬于“環錠捻線機”,特點是喂人部分機構的喂紗運動規律隨花式線要求而異。包覆絲機主要技術參數及特性,對牽伸、加捻包纏等主要工藝作用及其使用情況進行了說明。加彈機一種可將滌綸,丙綸等無捻絲,通過假捻變形加工成為具有中彈、低彈性能的彈力絲的一種紡織機械。本公司通過假捻變形機的優化選型,合理配置梳棉部件,優化工藝參數,嚴格工藝管理,在生條定量增加20% 的基礎上,工作臺單位產量增加近70% ,提高了成紗質量,提高了生產效率。
優勢的核心在于梳理的重量分配。傳統工藝的生條定量一般在23g\u002F5m以下,而優勢工藝的生條定量可以提高到30g\u002F5m以上,有的廠家甚至可以提高到50g\u002F5m。
配置生條重定量,可以進行有效方法減少前紡的配臺數量,節約人工管理成本、降低用電耗和機物料消耗,對提高我國企業經濟效益,降低產品生產經營成本是非常重要關鍵的。但如果我們沒有一個深刻領悟優勢工藝技術核心發展理念,在工藝設計參數優化配置結構不合理的情況下盲目提高生條定量,勢必會影響成紗品質。現將我公司在生產陽離子T/R 70/30 18.5tex品種時推行優勢工藝的經驗與大家一起分享。
一、原料選配
我們選擇了陽離子聚酯和粘膠在圓盤混合物中混合,主要原料見表1。
二、工藝流程
我公司的生產工藝為:
FA1001圓盤拾取機→ FA125重量分離機→ AMP2000金屬火星探針→ FA029多倉混合機→ JWF1119精梳開瓶器→ JWF1213高產假捻變形機→ TMFD81S 高速拉絲機→ TMFD81L 高速拉絲機(帶 Uster-Pro 自調勻整器)→ FA494粗紗機→ DTM139細紗機→21C-S 自動絡筒機(帶 Uster-Quan2電子清潔器)。
三、前紡各工序的工藝信息技術管理措施
3.1 開清工序
采用“抓多抓少松少打、精梳代打、多混少落”的工藝原理。 為了減少光纖損壞,適當降低每次撞擊速度。 打漿機速度由800r/min降至720R/min,每次下降1.5mm,打漿機伸出肋2mm,小車運行速度為16m/min。
3.2 梳棉工序
根據“軟梳理”的原則,對纖維進行充分梳理,盡量減少纖維的損傷,保證梳理效果。在梳理過程中,一般用“梳理度”來表示梳理效果,梳理度是指梳理過程中每根纖維的平均齒數。
梳理度C=Kc×Nc×ncLr/P/Nb
式中:Kc為系數(0.3769),Nc為錫林針布齒密, nc為錫林速度(r/min),L為纖維細胞長度,r為道夫認為轉移率,P為假捻變形機主要產量(kg/臺時),Nb為纖維線密度。
 聯系我們:
聯系我們:  郵箱:
郵箱:  浙江省紹興市柯橋鑒湖路1809號
浙江省紹興市柯橋鑒湖路1809號 